|
Machining Nylon and Acetal Parts from Stock Shapes
Highly precise nylon and acetal
parts and large components
can be manufactured economically
by machining. No special
machines or processes are required
for machining nylon and acetal parts.
The machines that are normally used
in the woodworking and metal industries
with HSS tools (high performance
superspeed steel) or hard metal
tools can be used.
The only thing to
consider is that when a circular saw is
used to cut plastic, hard metallic saw
blades must be used.
Nylon and acetal have lower thermal
conductance properties than metals,
as well as a lower modulus of elasticity.
If not handled properly, the workpiece
can become extremely warm and thermal
expansion can occur. Satisfactory
results are easily achieved if these
guidelines are followed.
Guidelines for Machining
Nylon & Acetal
Components
- The highest possible cutting speed
should be chosen.
-
Optimum chip removal must be
ensured so that the chips are not
drawn in by the tool.
- The tools that are used must be very
sharp. Blunt tools can cause
extreme heat, which results in deformation
and thermal expansion.
- The clamping pressures must not
be too high as this would result in
deformation of the workpiece and
the clamping tool would leave
marks in the workpiece.
- Because of the low degree of stiffness,
the workpiece must be adequately
supported on the machine
table and should lie as flat as possible.
-
Perfect, high-quality surfaces can
only be obtained when the machines
operate with low vibration.
As a rule, it is not absolutely necessary
to cool the workpiece during
machining. If cooling is to be applied,
it is recommended that compressed
air is used. This has the advantage
that, in addition to the cooling effect,
the chips are removed from the working
area and cannot be drawn into
the workpiece or tool.
Conventional drilling emulsions can
also be used for cooling and are
especially recommended for deep
bores and cutting threads. In addition,
it is possible to achieve higher
rates of forward feed and, consequently,
shorter running times.
However, if using drilling emulsions,
attention should be paid that these are
completely
removed after
machining.
This prevents
oily components
causing
problems in
subsequent
processes such as bonding
or painting,
especially
in the case of polyamides where the
water in the emulsion can cause
changes in the components through
absorption.
Sawing
 You can saw both nylon and acetal
using a band saw or a circular saw.
The choice depends on
the shape of
the semi-finished
product.
The use of a
band saw is
particularly
recommended
when a “support
groove”
(prism) is used
to cut rods
and tubes and also has the advantage
that the built up heat is dissipated
via the long saw blade.
However, the teeth of the blade
must be set adequately so that the
blade cannot jam.
You can saw both nylon and acetal
using a band saw or a circular saw.
The choice depends on
the shape of
the semi-finished
product.
The use of a
band saw is
particularly
recommended
when a “support
groove”
(prism) is used
to cut rods
and tubes and also has the advantage
that the built up heat is dissipated
via the long saw blade.
However, the teeth of the blade
must be set adequately so that the
blade cannot jam.
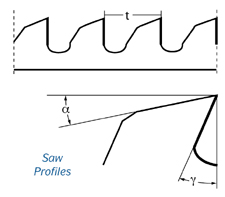
Circular saws, on the other hand,
are mainly used for cutting sheets
and blocks with
straight edges. Here,
attention should be
paid that the feed
rate is adequate so
that chips are
removed, that the
saw blade does not
jam and that the
plastic does not
overheat at the point
where it is being cut.
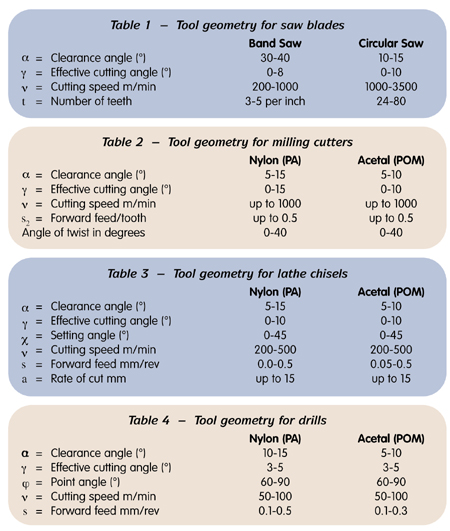
Table 1 contains guiding values for the cutting geometry of
the saw blades.
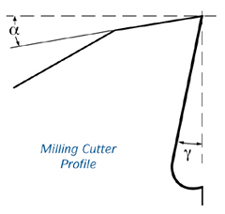
Milling
With a high cutting
speed and medium feed
rate, it is possible to
achieve high levels of
machining performance
with good surface quality
and accuracy. In regard
to the cutter geometry,
we recommend the values
given in Table 2.
Turning on a
Lathe
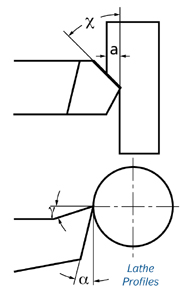 Since most plastics produce
unbroken chips, it is
important to ensure that
the chips are removed, as
they would otherwise
catch and revolve with
the part being turned on
the lathe. In addition,
because of the low
degree of stiffness of
plastics, there is a great
danger of longer parts
sagging, and it is thus
advisable to use a steady
rest. The values given in
Table 3 apply to the cutter
geometry.
The point radius should be at least 0.5 mm.
Since most plastics produce
unbroken chips, it is
important to ensure that
the chips are removed, as
they would otherwise
catch and revolve with
the part being turned on
the lathe. In addition,
because of the low
degree of stiffness of
plastics, there is a great
danger of longer parts
sagging, and it is thus
advisable to use a steady
rest. The values given in
Table 3 apply to the cutter
geometry.
The point radius should be at least 0.5 mm.
Drilling
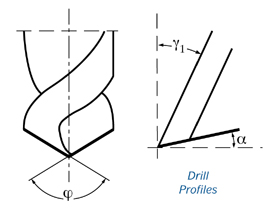 Drill holes can be made with a conventional HSS drill. If deep holes are being drilled, it must be ensured that the chips are removed, otherwise the plastic on the walls of the hole will heat to the point of melting and the drill will “clog”. This especially applies to deep holes. For drilled holes in thin-walled
workpieces, it is advisable to choose a high drilling speed and, if applicable, a neutral (0°) effective cutting angle. This prevents the drill from sticking in the workpiece and hinders the associated stripping of the hole or the workpiece being drawn up by the drill. Table 4 contains the recommended values for cutting edge geometry.
Drill holes can be made with a conventional HSS drill. If deep holes are being drilled, it must be ensured that the chips are removed, otherwise the plastic on the walls of the hole will heat to the point of melting and the drill will “clog”. This especially applies to deep holes. For drilled holes in thin-walled
workpieces, it is advisable to choose a high drilling speed and, if applicable, a neutral (0°) effective cutting angle. This prevents the drill from sticking in the workpiece and hinders the associated stripping of the hole or the workpiece being drawn up by the drill. Table 4 contains the recommended values for cutting edge geometry.
The angle of twist of the drill should be at least 12 – 16°.
If these machining guidelines are followed, complex
parts made of engineering plastics can be finish-machined
to the highest quality standards.
Written by Greg Waack, President of ZL– East which
supplies cast and extruded nylon, homopolymer and
copolymer acetal, PET, Polycarbonate, PEEK, PEI and
PVDF stock shapes.
For more information, contact Greg Waack at 866-957-5278 or 914-736-6066, Fax: 914-736-2154, Web: www.zlplastics.com.
|


