Often a variety of fabricating
operations take part in creating
a polycarbonate component
from sheet. What are the best
ways to obtain the desired sheet size,
drill and finish the final part? Here are
some recommendations to help optimize
these fabrication operations.
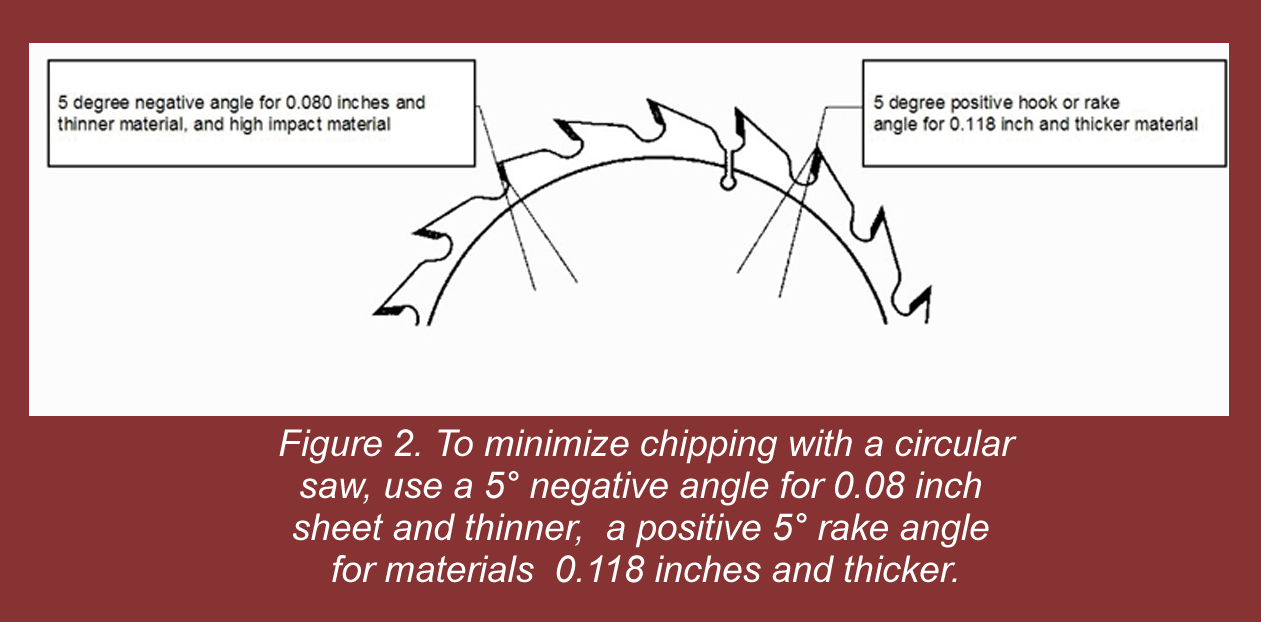
Smearing and welding of stacked
sheets are common problems related
to these saws. Band saws frequently
cause smearing at low speeds. Select
a blade with fewer teeth per inch to
minimize this problem. Scroll (jig)
saws with 10 teeth per inch provide
an average cut on a single sheet, but
stacked sheets will weld. A saber saw
with four teeth per inch will cut faster
than a scroll saw, but stacked sheets
will also weld.
Scribing And Breaking
Unless you’re working with gauges
of 0.060 inches or less, the practice
of scribing and breaking polycarbonate
sheet is not practical. The
force necessary to propagate the
notch is too high.
Shearing
Ordinary sheet metal shears can cut polycarbonate sheet
up to 0.125 inches thick at room temperature. A tight clearance
of 0.002 inches will avoid a rolled edge and burring in
the heavier gauges. Paper cutters and hand shears can only
be used in very thin gauges of sheet. Hot blade shearing is
not a good idea as it creates other problems.
Sawing Recommendations For Tuffak® Polycarbonate Sheet
|
Type of Cut |
Tool |
Blade Type |
Blade Parameters |
Blade Speed |
| Straight Cut |
Table circular
saw (panel
saw best for
sheet thicknesses
less
than 0.118
inches)
|
Carbide-tipped,
square and
advance tooth
|
60-80 teeth for
14 inch
Diameter
60-80 teeth for
10 inch
Diameter
0° rake angle
|
3,400 rpm |
| Curved Cut |
Band Saw |
STD Metal
Cutting |
10 teeth/inch
steel with
raker set
|
7,500 feet/
minute
|
| Curved Cut |
Saber or Jig Saw |
Metal Cutting |
10 teeth/inch
steel |
12,000 strokes/
minute |
Trimming and
Deflanging |
Router |
Carbide-tipped,
double or triple
straight fluted
|
1/2 inch diameter
5° positive rake
angle
|
18,000 rpm |
Industrial Lasers
Cutting polycarbonate sheet with a laser often produces
an edge having an amber or brown appearance. For this
reason, this procedure is not commonly used, although it
is gradually gaining acceptance.
Punching And Steel Rule Die Cutting
Sheet of 0.030 inches or less punches as clean as a
drilled hole. Punching thicker sheet may cause rolling and
burring. Use small clearances to reduce edge problems.
Cutting polycarbonate with a steel rule die is the best
high production method of creating finished shapes for
sheet up to 1/2-inch thick. An ordinary 4-pt steel rule die
cuts sheet up to 1/8-inch thick. More complicated heavier
dies require stronger backing and special ejection packing.
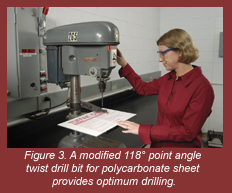
Drilling A Clean Hole
Use a standard 118 point angle twist drill bit for polycarbonate
sheet with the following modifications for optimum
drilling:
-
Grind a 10º back clearance at the cutting lip to eliminate
friction.
- Dub off the 12º positive rake at 0 so there will be a
scraping rather than digging action.
Without these modifications the drill will seize at any
speed or feed and cause gumming and smearing.
 Additional drilling recommendations:
Additional drilling recommendations:
- Do not use a drill designed for acrylic sheet, which will
produce a burr at the exit edge of the hole.
-
Employ a medium feed rate (0.015 inch per revolution)
and slow drill speed (1,800 rpm) to produce the
best holes with the least stress.
-
Drill slightly oversized holes to accommodate mechanical
fasteners (Figure 3).
Making Large Holes
Do not use hole saws that will cause severe chipping and
smearing. Instead use a heavy-duty circle cutter (Figure 4)
such as Stanley No. 419.
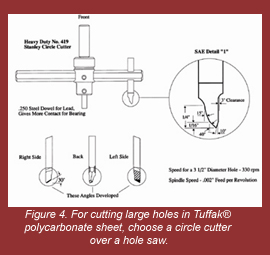
This cuts a clean hole in polycarbonate
sheet when a predrilled 1/4-inch hole serves as
a lower bearing. The drill press must run true. For large
holes, use a slower spindle speed and a feed of 0.002
inches per revolution.
Routing And Jointing
For a good cut with no grabbing, use double and triple
straight-fluted router bits, 1/2 to 3/4-inch diameter, with a
10 back lip clearance and a positive rake angle up to 5º.
For an overhead router, select a spiral, four-fluted, carbide
end mill to produce a semi-polished edge. Slower feed rates
(3 to 4 inches per second) provide a superior finish. Choose
the end mill with a down-cutting action to prevent chatter.
Steel routers give a satisfactory edge but will not last. To
avoid heat buildup,
 the spindle should run at 20,000 rpm.
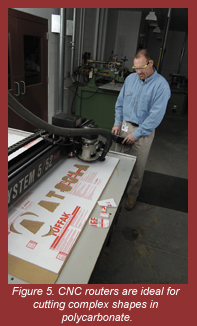
Feed the sheet with a smooth, constant motion. In jointing,
especially, a smooth constant feed is paramount to a
good edge surface. Hold the polycarbonate sheet stationary
by clamping it tightly. Computer controlled routing
tables simplify cutting complex shapes in polycarbonate
sheet (Figure 5).
the spindle should run at 20,000 rpm.
Feed the sheet with a smooth, constant motion. In jointing,
especially, a smooth constant feed is paramount to a
good edge surface. Hold the polycarbonate sheet stationary
by clamping it tightly. Computer controlled routing
tables simplify cutting complex shapes in polycarbonate
sheet (Figure 5).
Finishing
You can finish holes in and edges of polycarbonate
sheet either by hand or machine. Use a light pressure to minimize friction from heat. Handle the sheet carefully to avoid
surface scratching.
Before polishing out scratches, sand the affected area to a final
600 grit. This minimizes buffing time and heat buildup, which
cause stresses that could later result in crazing.
Flame polishing often causes stress buildup from thermal
shrinkage during cooling. So it may make the polycarbonate sheet
more vulnerable to crazing. If you insist on flame polishing, anneal
the parts at 260°F for 45 minutes.
A glossy edge similar to the edge obtained with the discontinued
vapor polishing process can be achieved with an automatic
edge-finishing machine outfitted with a diamond-tipped
spindle (Figure 6). Carbide spindles will produce an edge with a
matte finish.
 Clean polycarbonate sheet carefully because
your wiping action may grind dust into the surface,
scratching it. Use rubber gloves and splash goggles.
To remove stubborn dirt, first wipe with a soft
cloth saturated with a 5 percent solution of butyl
cellosolve, followed by soap and water.
Clean polycarbonate sheet carefully because
your wiping action may grind dust into the surface,
scratching it. Use rubber gloves and splash goggles.
To remove stubborn dirt, first wipe with a soft
cloth saturated with a 5 percent solution of butyl
cellosolve, followed by soap and water.
After you clean the sheet, you may notice a
deep, aging haze. If several mils deep, removal
may require a combination of sanding and polishing.
Yellowness is not just a surface phenomenon,
but is evenly distributed throughout the sheet.
Never use solvents to clean polycarbonate sheet,
except perhaps very mild solvents such as VM&P
naphtha, kerosene or isopropyl alcohol.
Written by Elizabeth Grimes, Senior Technical
Service Engineer for Atoglas, King of Prussia, PA.
For more information, contact
her at Atoglas, 2000 Market Street,
Philadelphia, PA 19103, 800-523-0762, Fax:
800-217-1486, Web: www.atoglas.com.
| Return Home | Back To Top |