|
New Equipment Helps Abbott Plastics Stay Competitive
Improving quality while increasing output
is a never-ending challenge. The
dilemma is that high-quality commodities
often take too much time to produce.
One way to meet the challenge is by investing
in precision, high-yield equipment, but
how does a company justify new capital expenditures
in a depressed economy?
 For
Abbott Plastics, the answer was simple –
by replacing inefficient CNC machining
centers with modern, new equipment, the
machines would pay for themselves.
For
Abbott Plastics, the answer was simple –
by replacing inefficient CNC machining
centers with modern, new equipment, the
machines would pay for themselves.
Abbott Plastics, an ISO9001/2000 certified
company, was founded in Rockford,
Illinois in 1980, as a distributor of industrial plastics. As manufacturing grew in the
area, Abbott expanded its services to
include the production of plastic parts. "We
have a diverse customer base, ranging from
manufacturers in the food industry to aerospace,"
explains co-owner Robert Nelson.
"Our customers need machined plastic
parts, because molding them is either too
expensive or not accurate enough."
Abbott initially used manual mills and
lathes to machine plastic parts. Then, in the
early 1990s, the company purchased its
first CNC equipment. The CNC machines
improved quality, but didn’t have much
capacity, and over the years, as demand
increased and competition grew, the
lack of capacity made it difficult for
Abbott to meet delivery schedules.
"We were looking to upgrade our
existing equipment to become more competitive," says
Britt Anderson, who oversees the machine shop. "From
my previous experience as a shop owner, I found that
Haas gave me the best value for the dollar. There were a
lot of machines at the same price and capacity, but when
I asked people about their machines, they weren’t happy
with the service they were receiving. From my experience
with Haas, I knew that service and reliability would never
be an issue."
Abbott purchased a Haas
VF-4 vertical machining center
in 2001, and then added
a VF-3 and another VF-4 a
year later. "We replaced four
older machines with three
Haas machines, and we still
increased our capacity,"
says Nelson. "The Haas
machines increased our
product flow and improved
our quality by weeding out
inefficiencies."
Even with the increased capacity, however, Abbott still
was unable to bid on certain jobs. Plastic comes in all different
shapes and sizes, and Abbott had been doing a
brisk business cutting parts out of flat sheets. But the one
router they had was limited by its size and difficulty of use.
"We needed another router to keep up with the demand,"
says Nelson. "We had one that was four by eight feet, but
we thought we could do more if we had a bigger machine."
Abbott didn't have to look far to find the right machine.
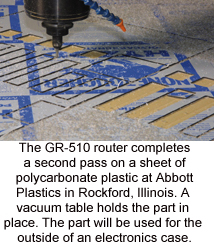
They saw the Haas GR-510 Gantry Router at IMTS in
Chicago and liked what they saw. "It was the machine we
needed, and we took delivery of one soon after the show.
Then we had to work fast to get the machine up and running,
because we'd already promised people products,"
says Anderson.
"The gantry’s five-foot-by-ten-foot
table is perfect for us, because the plastic
sheets come in ten-foot-long pieces,"
says Nelson. "We were trying to
machine ten-foot sheets on our other
router, and it took a lot of extra time
and effort. With the GR-510, we've eliminated
the waste of time and materials."
Training on the new machine was
fast as well, notes Anderson, because
the GR-510 has the same user-friendly
control as the other Haas machining
centers in the shop. "Our other router
has a PC-based control," he says, "and
I only have one guy who can run it; it's
an animal of its own. But the GR-510
has the same control as our other
Haas machines, so now I have five dif-ferent
guys who can run it."

The machine’s rigid tapping feature
was another benefit to Abbott
Plastics. "We now run parts on the
Gantry that previously we could only
run on one of the mills," Anderson
says. "We can do parts on the GR-510
that we never would have thought of
running on our other router.
Nelson agrees, adding, “When you
have a machine with capacity like
this, you start thinking of all the different things you can do to
save time. It has given us
the capacity we need, and
allowed us to look at work
that we couldn’t have been
competitive on a year ago.”
Abbott has used the GR-510
to cut plastic sheets up
to 4 inches thick, and is
already looking for more
ways to use it.
By investing in new equipment,
Abbott Plastics not
only increased their productivity, but also reduced labor
costs, allowing them to keep prices competitive despite
increased material costs. With their old machines, says
Nelson, “we had 20 people on two shifts. Now, we no longer
require a second shift. We have fewer machinists in the shop,
and yet, we’re still getting more output. We’ve done studies
where we look at how much time it used to take us to run a
job, and we compare it with how long it takes now on the
Haas machines,” Nelson continues. “We’ve had a sixty percent
increase in productivity over the other equipment.”
Quality has improved as well, says Anderson. With the old
machines, “We discovered that the guys were taking short-cuts
to meet production deadlines, because they couldn’t get
the machines to do what they needed. Now, the Haas
machines are able to do what we need, and with better accuracy.
We used to have to do a final inspection on parts, but
the new machines are so accurate that we’ve eliminated the
final, and now we just use in-process inspections.
Give people the right equipment and they often become
better, more productive employees. That has definitely
been the case at Abbott Plastics. “Our ability to machine
parts has improved. The guys in the shop have gone up
two tiers in their knowledge and their ability to machine
parts,” says Anderson.
As a result, Abbott is better able to meet production
schedules and respond quickly to emergencies. “Our
deliveries are much better,” says Nelson. “We usually take
about three weeks, but if someone requests something
special, we can turn it around in a day.”
With the capacity problems solved on the milling side
of things, Anderson looked next to replacing one of the
shop’s turning centers. “We needed the capacity to run
larger diameter parts without the need to chuck
blanks,” he explains. “We were wasting a lot of time and
material with our old lathe, because we had to cut
blanks and load them individually.” A Haas SL-30 lathe
with Big Bore option and tailstock solved the problem.
The Big Bore option increases the normal bar capacity
from 3 inches to 4 inches, while the tailstock provides
support for longer pieces of plastic. “Now, we can run
jobs from a continuous length of rod up to five feet
long,” Anderson says.
Now that Abbott Plastics has invested in the right
machine tools and is reaping the benefits of increased
capacity, superior accuracy and better machinists, the
company continues looking for additional ways to maintain
a competitive edge. “I just finished taking a manufacturing
course on Six Sigma, and the goal is to improve
processes. So I’m trying to spread that thinking around
the shop,” says Anderson.
Story and photos by Scott Weersing, Haas Automation, Inc.
|
