|
THERMOFORMING: Heavy Gauge Twin Sheet Forming
The twin sheet process is generally used to form structural, hollow thermoformed parts.
 Twin sheet forming is a process of vacuum and compression forming two sheets of plastic simultaneously with a separate mold on the top platen and a separate mold on the bottom platen. Once the plastic sheets have been vacuum formed, they remain in their respective molds. While both sheets still remain at their forming temperature, the two molds are brought together under high platen pressures and the two sheets are bonded together wherever the mold-designed knit areas dictate. This will result in one single product with hollow areas and no secondary bonding required.The twin sheet process creates 3-dimensional parts with formed features on both sides. The parts are typically very strong, rigid and lightweight. Application specific to the material type, material gauge and machine configuration, foreign components or hardware may be inserted into the interior of the part during the forming process. Some of the hardware being inserted into twin sheet products today is wood, aluminum, steel, and foams. More advanced applications are now inserting tracking devises, measuring devices and mechanical sub-assemblies.
Twin sheet forming is a process of vacuum and compression forming two sheets of plastic simultaneously with a separate mold on the top platen and a separate mold on the bottom platen. Once the plastic sheets have been vacuum formed, they remain in their respective molds. While both sheets still remain at their forming temperature, the two molds are brought together under high platen pressures and the two sheets are bonded together wherever the mold-designed knit areas dictate. This will result in one single product with hollow areas and no secondary bonding required.The twin sheet process creates 3-dimensional parts with formed features on both sides. The parts are typically very strong, rigid and lightweight. Application specific to the material type, material gauge and machine configuration, foreign components or hardware may be inserted into the interior of the part during the forming process. Some of the hardware being inserted into twin sheet products today is wood, aluminum, steel, and foams. More advanced applications are now inserting tracking devises, measuring devices and mechanical sub-assemblies.
Typical twin sheet applications include: pallets, industrial dunnage, portable toilets, medical housings, surfboards, fuel tanks, air/ventilation ducts, electrical enclosures, recreational boats, cases, toys, marine products, doors, tables, spine boards and numerous transportation-related products.
The differences between twin sheet forming versus blow molding or rotational molding are typically cost-related. Twin sheet forming is very competitive with blow molding and much faster than rotational molding, especially with large, thick gauge products.
Versus Blow Molding
When comparing the blow molding process to twin sheet forming, tooling and machinery are usually more cost-effective for small to mid-size production runs. Each sheet can be a different thickness and/or even different colors. In some applications the twin sheet process will allow you to even use two different materials to form a single product. The twin sheet process allows more flexibility with parting (or bonding) line structure. The twin sheet process also allows the insertion of more elaborate hardware inside the final product before the two sheets are bonded together.
Versus Rotation Molding
When comparing the rotation
molding process to twin sheet
forming you get much higher
production rates, and have
the ability to use co-extruded
sheet, many more resin
types and you can design
more structural beams or
designs into the product.
Although the twin sheet
process has many advantages
over competing
processes, there are still
restrictions and many different
ways the twin sheet process
is accomplished. Further, different
types of twin sheet machinery may be
required for specific applications. This is
dictated by material gauge, material type,
material heating to cooling ratio, material hot melt
strength, bonding properties, material shrink, part size,
part design, the mechanics in tooling, cooling the interior
cavity, amount of pressure required, tolerance required of
bonded surfaces and tolerance of mold mating.
Single Oven Twin Sheet (SOTS)
The SOTS process utilizes the simultaneous heating of
two sheets, one above the other in a single oven (upper
and lower heater banks). There are two
different styles of SOTS forming:
one utilizing 2-sets of clampframe
and the other using 1-set of
clampframe. Different products
and/ or different applications
may lend themselves
to more efficient processing
benefits when utilizing
one over the other:
With A Single
Clampframe
Two sheets of plastic are
loaded into a single set of
clampframes. A regulated
probe is introduced to allow air
pressure to be applied between
each sheet while the vacuum is drawn
simultaneously on each mold to form a hollow
part.
With Two Sets of Clampframe (See Figure 1)
Two sheets of plastic are loaded individually in separate
sets of clampframes, one set placed a few inches above
the other. No regulated probe is required since the two
sheets are not clamped together. This technique provides
more options when considering the insertion of foreign
objects between the two sheets, along with more control
of the sag on each sheet.
When using the single
oven technique
only one side of each
sheet is being heated,
limiting the material
gauge to approximately
.160” per
sheet. This is dependent
on the different
types of material and
mold configurations
being utilized. Most
conventional machines
do not allow the ability
to insert something
between the two
sheets in the SOTS
process; however special
machinery and/or
tooling modifications
are available to accomplish this.
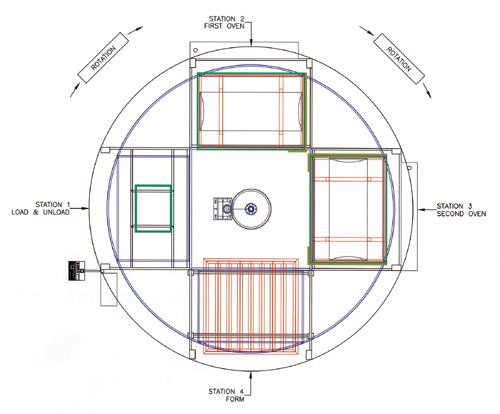
Double Oven Twin Sheet (DOTS)
The DOTS process is most commonly done in a four station
rotary machine utilizing two sets of ovens (both with
upper and lower heating banks), often referred to as two
final heat ovens versus a preheat oven and final heat oven.
Double oven twin sheet machines heat the plastic on both
sides allowing the use
of thicker sheets or
starting gauges.
This process is most
commonly referred to
as a skip frame sequence
(see Figure 2).
- The first sheet is
loaded and indexed to
oven #1, while heating
in oven #1 the second
2nd sheet is being
loaded.
- Once the 2nd
sheet is loaded the
machine will index
again putting the 1st
sheet into oven #2
while the 2nd sheet is
moved into oven #1.
- After the 1st sheet is heated to its forming temperature
(in the 2nd oven) the machine will index again placing
the 1st sheet into the form station and the 2nd sheet into
oven #2.
At this point the first sheet is vacuum formed, then
released from the clamp frames and retained by its
respective mold. Simultaneously the 2nd sheet is being
heated to its forming temperature in oven #2.
-
The second sheet is then indexed into the form station,
is vacuum formed to the opposing mold, then compressed
with the first formed sheet resulting in a twin
sheet product. The DOTS sequence requires material heat
retention time to exceed or equal mold closure time.
-
The twin sheet part is then cooled and indexed to the
unload station.
In this type of machine and process every other index
will deliver a formed product. These types of machines
allow for much higher outputs by utilizing the simultaneous
use of each station.

Different Types of Twin Sheet Machinery
Each twin sheet machine design and configuration has
its advantages and disadvantages for different applications
and different end-users. A full assessment of product
requirements and production volumes certainly needs to
be evaluated in order to choose the correct machine and
machinery options in order to maintain a profitable operation.
The engineering department of the machinery manufacturer
should have the ability to design and specify the
machine and process to assist decision making.
Written by Michael P. Alongi, Sales Director for MAAC
Machinery Corp., manufacturers of a wide range of cut-sheet
thermoforming machinery.
For more information, contact MAAC Machinery Corp., 590 Tower Blvd.,
Carol Stream, IL 60188, 630-665-1700, Fax: 630-665-
7799, E-mail: sales@maacmachinery.com, Web:
www.maacmachinery.com.
|
