|
ROUTING: Routing & Trimming Polypropylene
Polypropylene is what many people mean when
they say “plastic” because it is the base of many
products and is capable of being fabricated by
many processes. From fiber to film, from injection molding
to thermoformed sheet, polypropylene is as versatile as it
is varied. It can be formulated to result in a wide
range of melt points, weights, stiffness and
 machineability. Formulations can provide a substance
somewhere between traditional rubber and
conventional plastics. Other possibilities may be
filled or reinforced grades which offer good stiffness
and stability.
machineability. Formulations can provide a substance
somewhere between traditional rubber and
conventional plastics. Other possibilities may be
filled or reinforced grades which offer good stiffness
and stability.
One property of polypropylene, chemical or solvent
resistance, makes it ideal for tanks, vessels
and bottles used in the chemical industry. PP is
also used for clean room furniture and fixtures.
Some other auto interior and trim parts, shrouds,
covers, storage bins are all PP products which may
be trimmed or routed in the fabrication process.
Most PP products are machined on CNC routers.
Hand held electric or air routers do not normally
give satisfactory results. In most instances, PP is a
 difficult material to work with because of its gummy
nature. It is always susceptible to reweldment or
wrap around of waste material on the cutting tool.
It can be challenging to obtain a proper finish on the
end product. Feed rates are critical for productivity
and cutting tool selection is critical for best results.
Anyone who has cut or trimmed anything but the
most dense and stable PP can attest to the above.
Machining PP is a continuous improvement process
often initiated by a basic trial and error process.
difficult material to work with because of its gummy
nature. It is always susceptible to reweldment or
wrap around of waste material on the cutting tool.
It can be challenging to obtain a proper finish on the
end product. Feed rates are critical for productivity
and cutting tool selection is critical for best results.
Anyone who has cut or trimmed anything but the
most dense and stable PP can attest to the above.
Machining PP is a continuous improvement process
often initiated by a basic trial and error process.
There are a few principals to employ when
machining polypropylene. Every
attempt should be made to cut large
chips. This can be accomplished by
use of slow helix tools shown in
Figures 1 and 2. Slow helix tools tend
to take a larger chip than conventional
helix tools and are available in single
or double flutes in both upcut and
downcut spirals. Here is where some
trial cuts should be made to determine
whether single or double flutes
and up or down spiral works better in
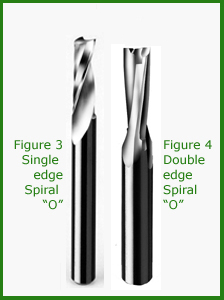
a specific application. A single edge
O flute, shown in Figure 3, may also be the best answer
for a particular job. Slow helix tools are also available with
a bearing pressed on the end of the cutting edge for guided
trimming operations if a CNC router is not available.
Because of the gummy nature of PP and the inherent heat
generated by cutting action,
high-speed steel tools are not
recommended. Solid carbide bits will outperform
high-speed steel, carbide tipped or diamond tools
and are the only type recommended for cutting PP.
High feed rates should be employed along with
 lower spindle speeds. This will tend to abate reweldment
behind the cut and waste wrap around. Feed
rates should be increased until such time as the finish
is unacceptable. Spindle speed should then be
reduced until the finish is once again acceptable.
The process can then be repeated until the optimal
result is achieved. This process should be repeated,
then cataloged, for each unique setup.
lower spindle speeds. This will tend to abate reweldment
behind the cut and waste wrap around. Feed
rates should be increased until such time as the finish
is unacceptable. Spindle speed should then be
reduced until the finish is once again acceptable.
The process can then be repeated until the optimal
result is achieved. This process should be repeated,
then cataloged, for each unique setup.
One may want to consider a two-pass
process to optimize both feed rate and
piece part finish. If a tool changer is available,
the second pass can be taken with a finishing
tool such as shown in Figure 4. In all instances,
when the depth of cut exceeds the cutting edge
diameter of the tool by more than a factor of three,
multiple passes should be taken. When such is the
case, the second pass should be taken with the
same tool as the first cut.
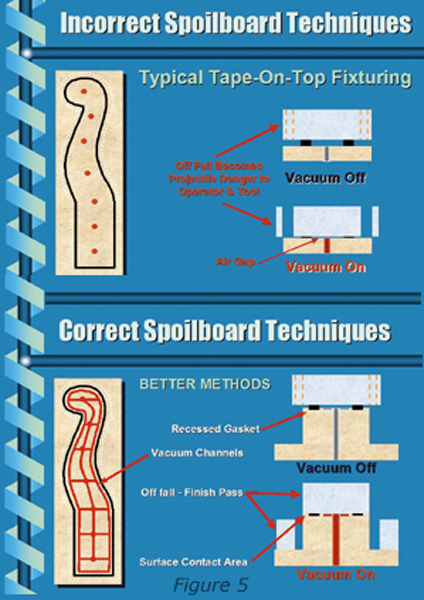
Fixturing also becomes very important to
achieve acceptable productivity. It is often recommended
that PP setups use gasket
tape to improve hold down.
Many times, however, the tape is just placed on the spoilboard
surface. When the vacuum is turned on, the foam
has no place to go but a flat compress. The result is the
tape loses its memory and allows the part being cut to
vibrate. Any inconsistency or warpage in the part will also
be exaggerated by the flattened gasket tape. Either situation
will facilitate tool breakage and less than achievable
finish. This problem can be mitigated by making a channel
in the spoilboard before applying the gasket tape.
Typically the channel should be one half the thickness of
the gasket tape. Grooving the spoilboard will enable the part
to achieve a better vacuum and will prolong both the life of
the tool and the gasket tape. See Figure 5 for a description.
Polypropylene can be cut effectively in a CNC router
environment. It is, however, a more complex environment
than we have previously discussed with routing and trimming
either PET or ABS.
For more information, click on the author biography at the top of the page.
|
