|
Quality Assurance Criteria in Sheet and Pipe Fabrication
 Thermoplastic sheet and pipe find expanding
and continuously more challenging
applications in a variety of markets and
demands for longevity and operational performance
of fabricated structures and components
vary greatly. The requirement for the
quality of a drip pan to catch the possible leak
of a washing machine is certainly very different
form a tank that holds aggressive chemicals at
elevated operating temperatures.
Thermoplastic sheet and pipe find expanding
and continuously more challenging
applications in a variety of markets and
demands for longevity and operational performance
of fabricated structures and components
vary greatly. The requirement for the
quality of a drip pan to catch the possible leak
of a washing machine is certainly very different
form a tank that holds aggressive chemicals at
elevated operating temperatures.
Companies can consider a number of approaches to
assure the quality of a fabricated structure. Let us take an
example in the fabrication of a structure that does not
require a high degree of operation performance. Some basic
steps can be good practices for a quality in construction.
When starting the fabrication, at least two materials are
involved that can come from different sources, sheet and
welding rod (and possibly piping or other connections).
After visual inspection it should always be verified that the
materials match each other, being able to trace the material
is an additional assurance. Very helpful here is any
documentation or other identifiers that state material
type, possibly date of manufacture and type of resin used,
unfortunately color is a poor indicator as numerous materials
are available in the same colors. A further good practice is to verify compatibility by laying down some hot air
welded beads and checking the penetration when trying to
pull off the welding rod. Should heated element contact
welding (butt welding) be involved in the project, the testing
of a sample weld will indicate that the welding parameters
(either stored in the memory of modern operating
controllers of sheet butt welding machines or available as
written guidelines) are adequate (Ref: DVS (German Welding
Society) technical code 2201-2; testing of semi-finished
products of thermoplastics: Weldability ďż˝ Test
Methods - Requirements). The execution of the work
should then be performed by qualified or certified welding
personnel whose ability to perform good welds should be
monitored. In some areas, the full documentation
of the welding and inspection process may be
worthwhile the effort for future reference.
With the limited testing processes available for
assuring the quality once the structure is completed,
companies use visual inspections (Ref: AWS
(American Welding Society) G1.10M:2001, Guide
for the Evaluation of Hot Gas, Hot Gas Extrusion
and Heated Tool Butt Thermoplastics Welds), possibly
high voltage spark testing of root welds or filling
the tank with fluid once completed to be reasonably
assured of a good construction.
The above are good steps to undertake for at lot
of applications but thermoplastic materials are
very often and increasingly used in processing systems
where a much greater degree of safety and
thus the assurance of quality is required. The cutting
out of a sample weld in a finished structure for
mechanical testing can only in very limited circumstances
be the method of choice as now reconstruction/
repairs have to be performed which in all
likelihood rather decrease than increase operational
performance. Thus the industry has the need
for welding procedure and performance qualification
verification.
An excellent tool for engineers, inspectors, end
users or other parties involved in the design and
construction of a system involving thermoplastic
pipe and sheet is AWS B2:4 �Specification for
Welding Procedure and Performance Qualification
for Thermoplasticsďż˝. This document references
industry wide used welding procedures, materials,
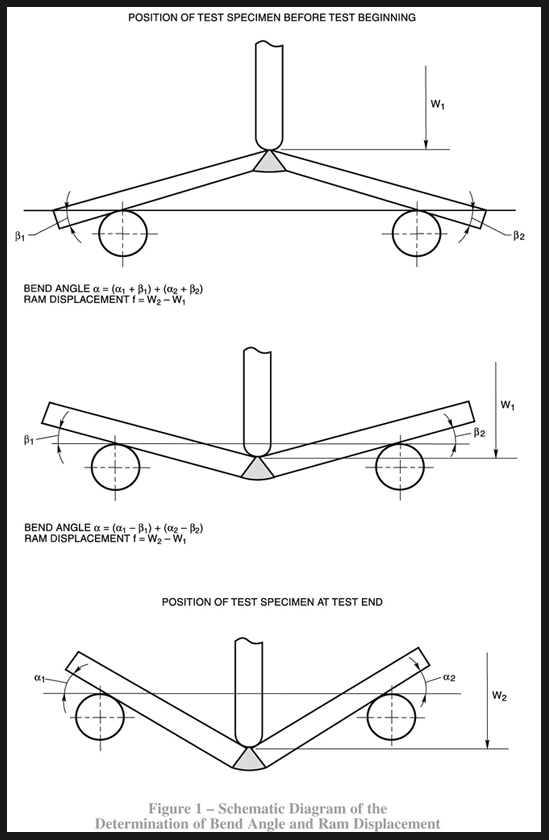
testing methods and qualification variables. Figure
1 for example shows the angle and ram displacement
of the bend test.
This is a short overview describing the kind of
considerations and procedures that are being utilized
to provide for confidence within the engineering
and end using community to choose thermoplastic
constructions. Companies may certainly use
additional or other procedures pertaining to their
field. Not considered here are topics related to systems/
tank design and the short and long term performance
to individual materials related to their
application.
Written by Dagmar Ziegler, Vice President, Sales,
WEGENER Welding, LLC, distributors of thermoplastic
welding and fabrication equipment including hand welding
systems, extrusion welding systems, sheet bending and
fusion machines, pipe butt and socket fusion tools and
equipment, pipe band saws, AC and DC spark testers and
a wide variety of specialty welding equipment.
For more information, contact WEGENER Welding,
LLC, 16W231 S. Frontage Road, Suite 12, Burr Ridge, IL
60527, 630-789-0990, Fax: 630-789-1380, E-mail: info@wegenerwelding.com, Web: www.wegnerwelding.com.
|
