|
ROUTING: Proper Colleting And Maintenance In CNC Routing Of Plastic
Rigidity is a key factor in the routing of plastic
material. The problems associated with rigidity
involve the part, as well as the machine. Parts
must be held solidly with established fixturing techniques,
and the machine must be appropriately maintained to
insure the cutting tool is following the proper tool path in
a rigid and concentric fashion. One of the elements that
aids in this whole process lies in the
area of proper colleting of the router
bit and the ongoing maintenance procedure
associated with router collets.
Types of Collets
 The half grip and full grip collets
are the two basic types found in CNC
routers.
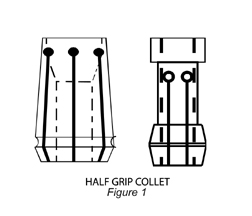
Half grip collets are identified
by slits running from the bottom
or mouth of the collet toward the top
for about 80% of the collet length.
These collets are often counter bored
at the top not allowing the shank of
the tool to
contact the entire length
of the collet. The force holding the tool is primarily generated
at the mouth of the collet, and proves ideal in situations
where the shanks of the router tools are not long
enough to fill the entire collet. (Figure 1)
The half grip and full grip collets
are the two basic types found in CNC
routers.
Half grip collets are identified
by slits running from the bottom
or mouth of the collet toward the top
for about 80% of the collet length.
These collets are often counter bored
at the top not allowing the shank of
the tool to
contact the entire length
of the collet. The force holding the tool is primarily generated
at the mouth of the collet, and proves ideal in situations
where the shanks of the router tools are not long
enough to fill the entire collet. (Figure 1)
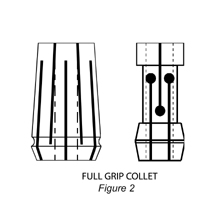 The full grip collet is identified by slits running from
both ends of the collet, which creates specific collet sections.
Full grip type collets allow for squeezing pressure tobe exerted over the entire
length of the collet. (Figure 2)
The full grip collet is identified by slits running from
both ends of the collet, which creates specific collet sections.
Full grip type collets allow for squeezing pressure tobe exerted over the entire
length of the collet. (Figure 2)
Proper Colleting
The proper method of colleting
a router bit in the full
grip collet is to fill at least
80% of the depth of the collet.This allows the tool to be
equally distributed on all
sections of the collet and
provides an environment
where the tool runs in a true
circle or concentrically. Without
concentricity, the finish of the plastic part is adversely affected,
and tool failure can occur. There are situations where the 80% rule
cannot be maintained because of inadequate shank lengths or extreme
reach problems.
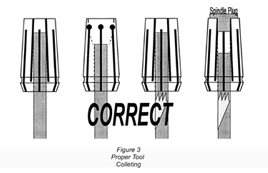 Consequently, it becomes necessary to fill the void in
the top of the collet with a filler or collet life plug. This is a practical
solution to avoid collapsing of the collet, which may result from not following
the 80% rule. (Figure 3)
Consequently, it becomes necessary to fill the void in
the top of the collet with a filler or collet life plug. This is a practical
solution to avoid collapsing of the collet, which may result from not following
the 80% rule. (Figure 3)
In all router bits, there is an area known as the flute fadeout section of
the tools.
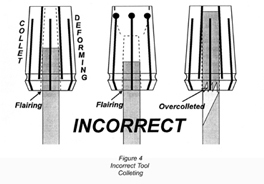 This is formed when the grinding wheel utilized in the manufacturing
of the tool exits the work piece. In order to properly collet a router
bit, the mouth or bottom of the collet must contact the router bit slightly
above the flute fadeout. Overcolleting or allowing the flute fadeout portion
to extend inside the collet can damage the collet and is a common cause
of tool breakage. (Figure 4)
This is formed when the grinding wheel utilized in the manufacturing
of the tool exits the work piece. In order to properly collet a router
bit, the mouth or bottom of the collet must contact the router bit slightly
above the flute fadeout. Overcolleting or allowing the flute fadeout portion
to extend inside the collet can damage the collet and is a common cause
of tool breakage. (Figure 4)
Collet Maintenance
Router bits and collets are expected to operate accurately in a work
environment inundated with heat and grime.
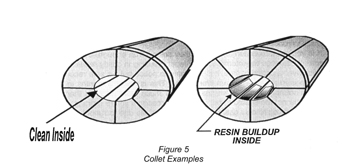 Plastic chips formed by the
cutting action of the router bit carry with them resins that migrate through
the slits of the collets and adhere to the inside of this closely toleranced
mechanism. The resin build up usually concentrates
nearest the mouth of the collet. At this
point, the tool is no longer being equally gripped
causing a loss in concentricity and tool run out.
Once again, the lack of a router tool running in a
true circle effects the finish of the part and may
cause the ultimate demise of the tool. (Figure 5)
Plastic chips formed by the
cutting action of the router bit carry with them resins that migrate through
the slits of the collets and adhere to the inside of this closely toleranced
mechanism. The resin build up usually concentrates
nearest the mouth of the collet. At this
point, the tool is no longer being equally gripped
causing a loss in concentricity and tool run out.
Once again, the lack of a router tool running in a
true circle effects the finish of the part and may
cause the ultimate demise of the tool. (Figure 5)
Fortunately, this problem is easily resolved by
cleaning the collets after every tool change. The
procedure involves the use of non-abrasive
brass tube brush applied inside the collet in
combination with a cleaner such as Rust Free.
All surfaces inside and outside the collet, inside
the spindle taper, and matching and mating surfaces
of quick-change toolholders, should be
thoroughly cleaned and dried before being
reassembled.
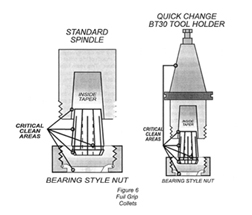 Also, the collet nut should be
cleaned of resin and chip buildup and regularly
replaced to insure the integrity of the whole collet
system. (Figure 6)
Also, the collet nut should be
cleaned of resin and chip buildup and regularly
replaced to insure the integrity of the whole collet
system. (Figure 6)
Collet Replacement
Collets are manufactured from spring steel and
regular usage causes a loss of elasticity.
Therefore, it becomes necessary to replace collets
on a regular interval as a part of an ongoing
maintenance procedure. With diligent attention
to proper collet maintenance, the average collet
should be replaced about every 400-600 hours
of run time. Avoiding regular replacement can
lead to brittle collets, which may crack or break,
and cause permanent damage to the spindle.
Replacement of collets is a much more economical alternative
than replacing router bits or expensive spindles.
Rigidity and concentricity are the key elements in any routing
application. The simple process of properly colleting router tools,
maintaining collets, and replacing them at regular intervals will
safeguard the productivity of the operation and insure that the finish
of plastic parts is not jeopardized.
For more information, click on the Author Biography link at the top of this page.
|
